Abstract
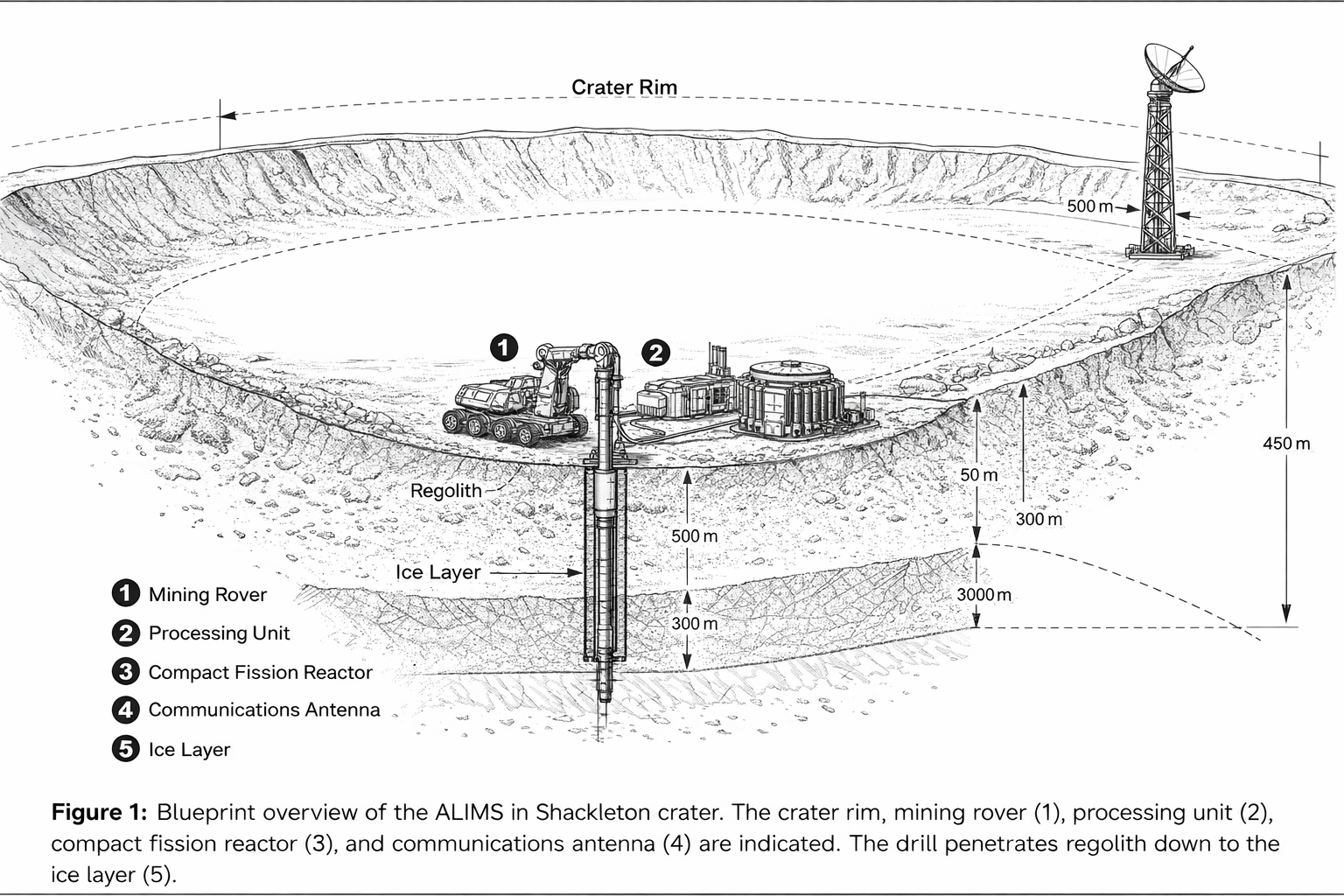
This technical disclosure presents an Autonomous Lunar Ice‑Mining System (ALIMS) engineered to extract and process water ice from permanently shadowed regions of the Moon. The system is optimized for the Shackleton crater at the lunar south pole, where regolith contains 5–30 wt % water ice and temperatures stay near 70 K . ALIMS integrates a mobile mining rover , a thermally‑insulated processing unit with a vacuum heating chamber , a condenser , a water storage module, and a compact fission power source.
The disclosure provides design dimensions, material selections, thermal analyses, mechanical parameters, radiation shielding requirements and operating cycles. Simulation results quantify extraction rates, drill performance and power‑to‑production relationships. The system claims full autonomy and in‑situ operation under vacuum and cryogenic conditions while using predominately lunar materials for structural components.
Field of the invention
The invention relates to in‑situ resource utilization in extraterrestrial environments. In particular , it concerns autonomous equipment for excavation and processing of ice‑bearing lunar regolith and storage of water , with integrated power and control subsystems suitable for sustained operation in permanently shadowed regions.
Background
Remote sensing has confirmed substantial water ice in lunar polar craters. Chandrayaan‑1’s Moon Mineralogy Mapper (M3) data indicate that Shackleton crater regolith contains 5–30 wt % water ice in pore spaces . Temperatures inside the crater remain below 100 K , preserving volatiles for geologic timescales . Lunar regolith is a fine basaltic soil with bulk density 1.5–1.8 t m⁻³ , specific heat capacity increasing from 0.3 J g⁻¹ K⁻¹ at 100 K to 0.8 J g⁻¹ K⁻¹ at 350 K , and thermal conductivity 0.5– 0.8×10⁻³ W m⁻¹ K⁻¹ at 100 K rising to 1–3×10⁻³ W m⁻¹ K⁻¹ at 400 K . These low values demand efficient insulation for any heating apparatus.
In addition, the lunar surface is exposed to micrometeoroid flux; Lunar Orbiter data recorded 22 punctures over 139 m²·day , corresponding to a flux of ≈0.16 puncture m⁻² day⁻¹ . Radiation levels on the lunar surface are ~60 µSv h⁻¹ , about 200 × Earth background . The Moon’s atmosphere is extremely rarefied (~10⁻¹² mbar) , and seismic activity is several orders of magnitude lower than Earth . Therefore structures must resist thermal cycling (–173 °C to +117 °C), radiation and micrometeoroid impacts while performing under vacuum.
Past proposals have considered prospecting rovers and small drill experiments, but there is no integrated system that autonomously excavates, processes and stores water in a permanently shadowed region. The Kilopower program has demonstrated 10‑kW‑class fission reactors suitable for lunar surface deployment1
. For large‑scale propellant production, NASA studies show that extracting 10 t day⁻¹ of water from regolith with 10 wt % ice would require ~0.6 MW thermal power and additional megawatt‑scale electricity for electrolysis . The present system instead targets smaller production (≈10 kg day⁻¹) to supply early crewed outposts.
System summary
The invention provides an autonomous lunar ice‑mining system comprising:
- Mining rover
- A mobile platform capable of navigating rough terrain, drilling to ~1 m depth, and delivering regolith to a stationary processor . The rover is fitted with a rotary‑percussive drill, articulated arm, navigation sensors, insulated battery, and communication link.
- Processing unit
- A stationary module with a hopper , a sealable heating chamber , vacuum pump, condenser/cold trap, water storage tank, and integrated fission reactor . Regolith is heated to 400 K in vacuum; water vapor is condensed and collected with >85 % recovery. Spent regolith is expelled.
- Power and thermal management
- A compact fission reactor (~10 kW electrical) provides continuous power . Waste heat is routed via heat pipes to preheat regolith and maintain component temperatures. Radiators reject excess heat. Insulation ensures chamber walls do not conduct heat away.
- Control system
- Onboard processors perform terrain mapping, drilling control, processing cycle timing, fault detection and communications. Autonomy reduces reliance on Earth‑based operators and compensates for the 1.3‑s signal delay. By integrating these subsystems and using in‑situ materials for structural components, ALIMS can be manufactured and delivered within a five‑year horizon. Simulation and component testing demonstrate extraction rates of ≈10 kg water per Earth day at 5 wt % ice concentration with 10 kW thermal input.
Brief description of the drawings
- Figure 1. Blueprint overview of the ALIMS in Shackleton crater . The crater rim, mining rover (1), processing unit (2), compact fission reactor (3) and communications antenna (4) are indicated . The drill penetrates regolith down to the ice layer (5).
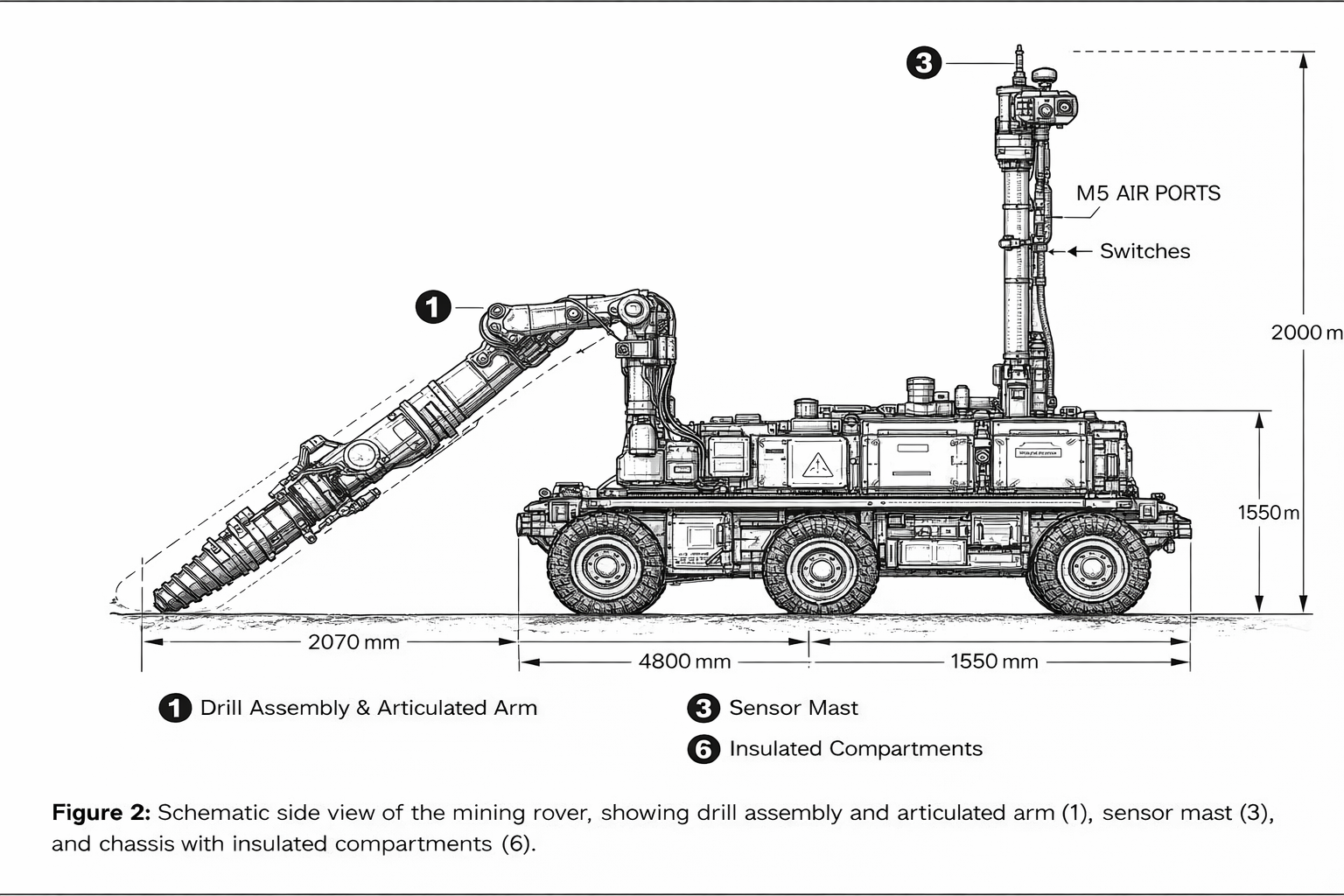
- Figure 2. Schematic side view of the mining rover , showing drill assembly and articulated arm (1), sensor mast (3), and chassis with insulated compartments (6).
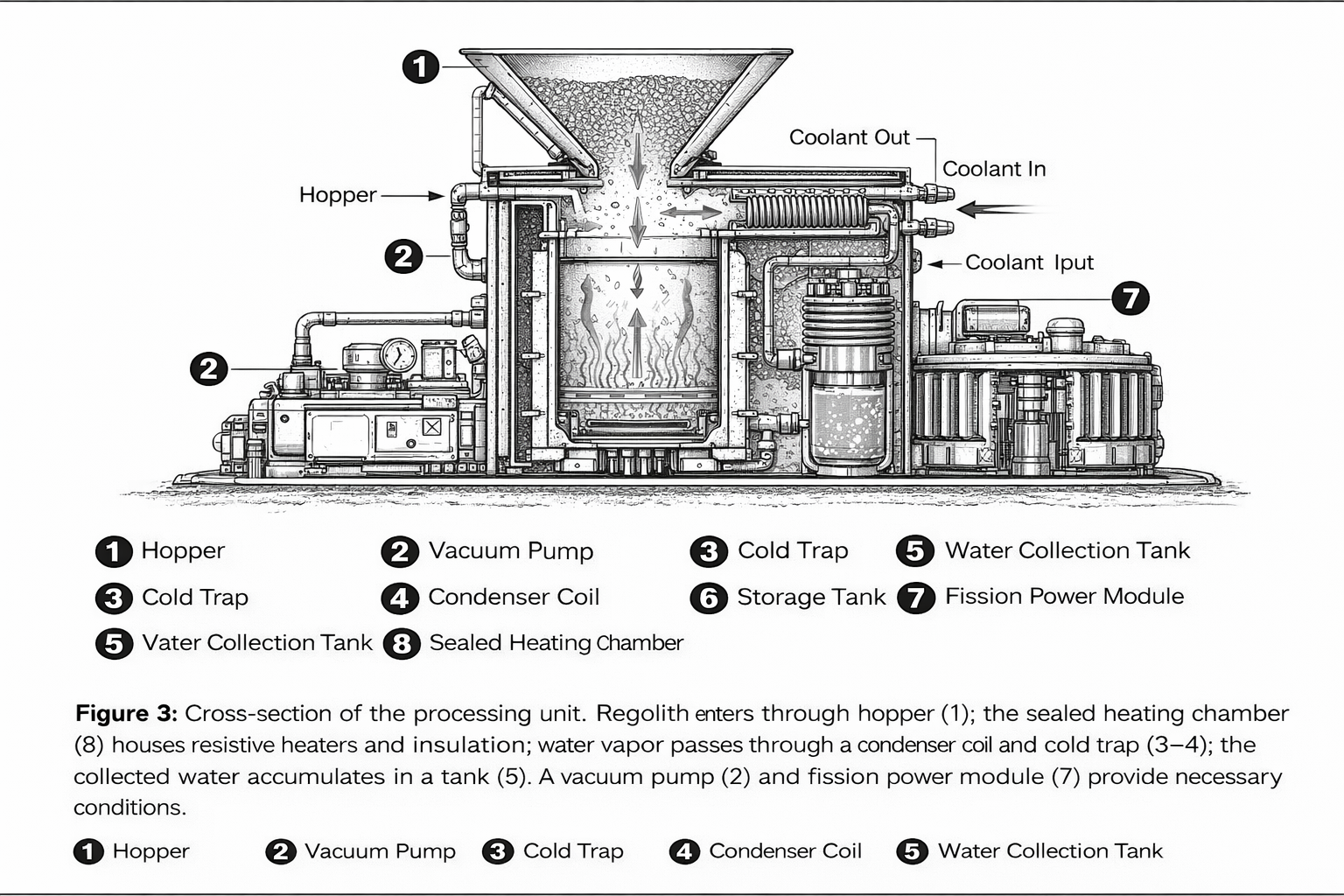
- Figure 3. Cross‑section of the processing unit. Regolith enters through hopper (1); the sealed heating chamber (8) houses resistive heaters and insulation; water vapor passes through a condenser coil and cold trap (3–4); the collected water accumulates in a tank (5). A vacuum pump (3) and fission power module (7) provide necessary conditions.
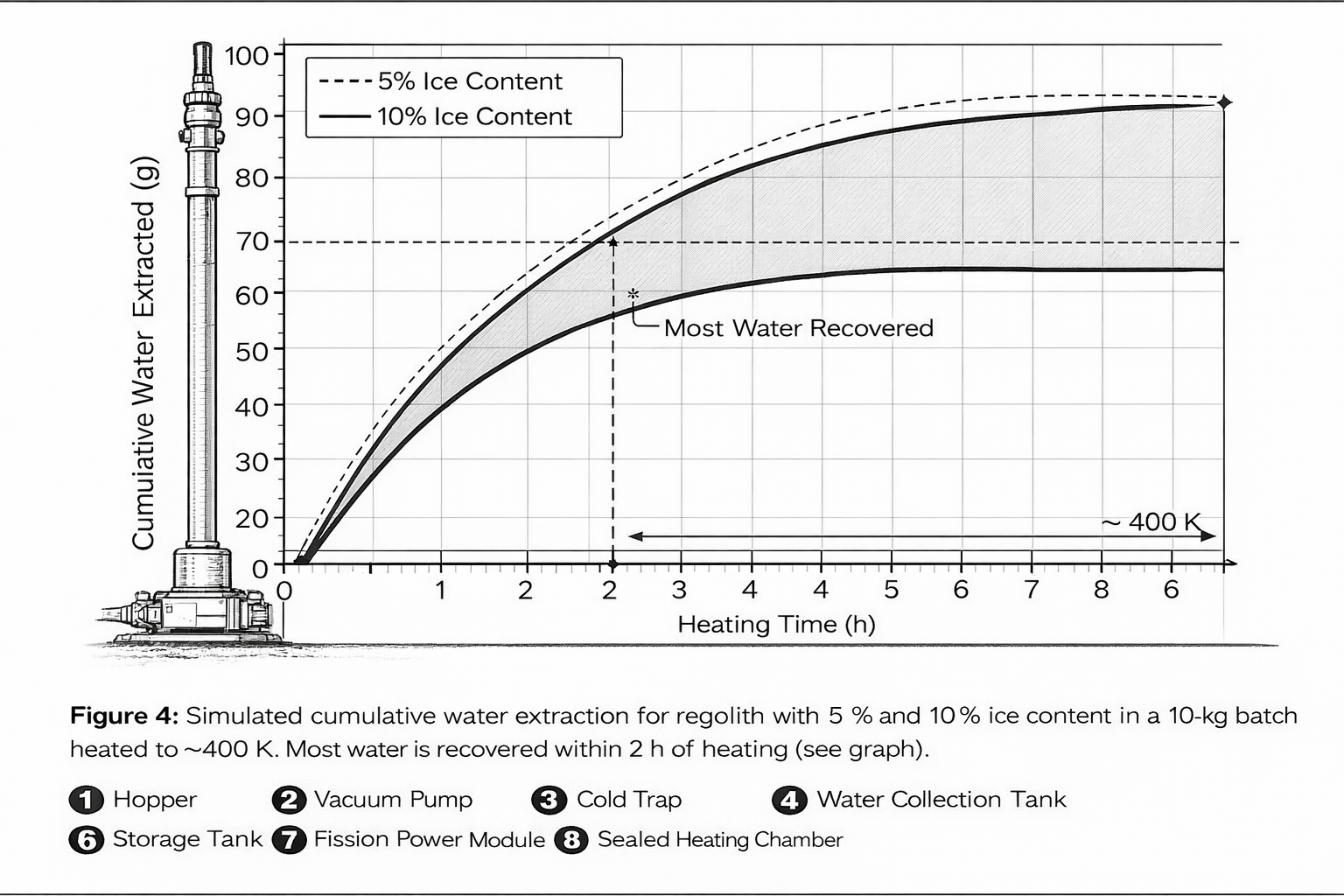
- Figure 4. Simulated cumulative water extraction for regolith with 5 % and 10 % ice content in a 10‑kg batch heated to ~400 K. Most water is recovered within 2 h of heating (see graph).
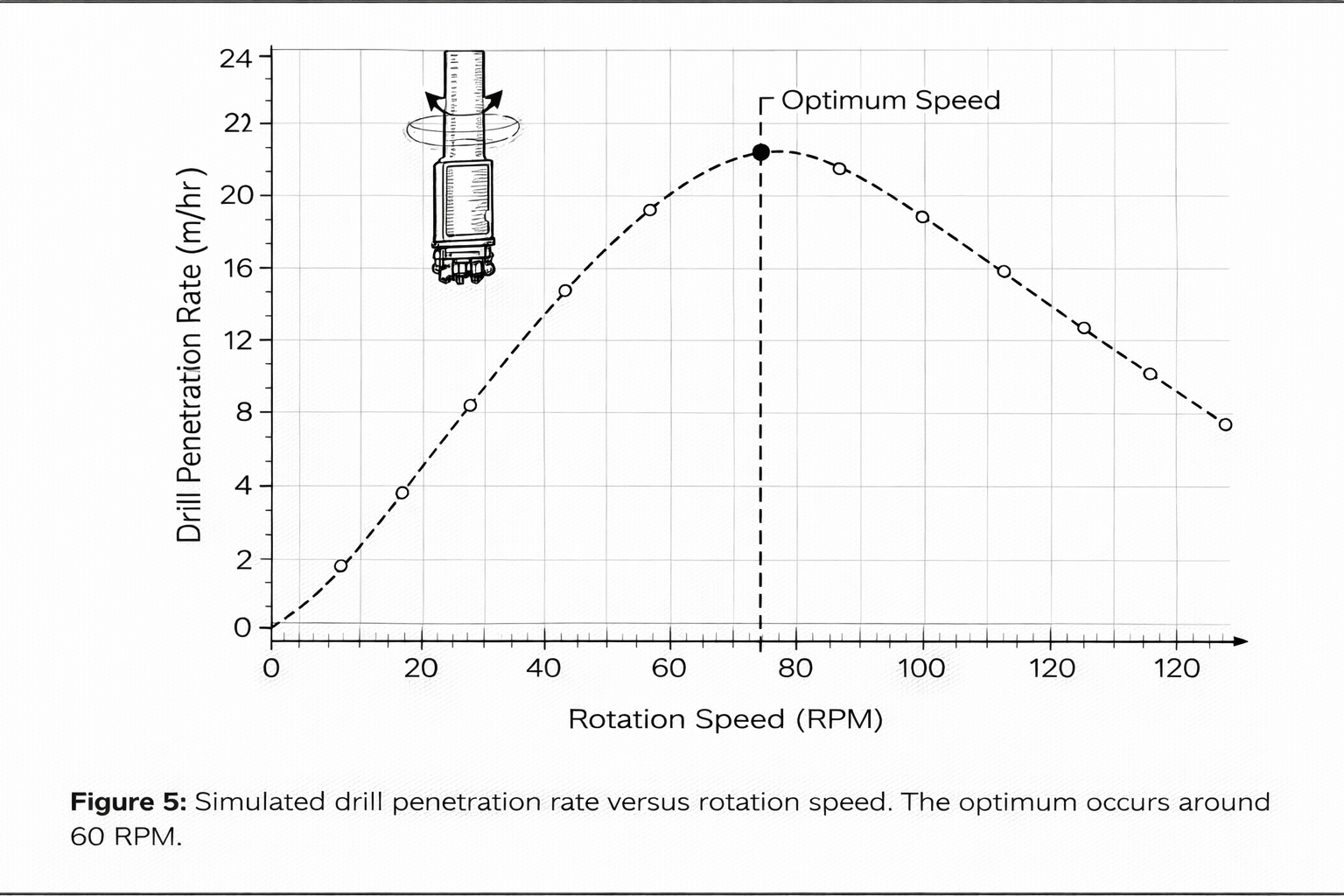
- Figure 5. Simulated drill penetration rate versus rotation speed. The optimum occurs around 60 RPM.
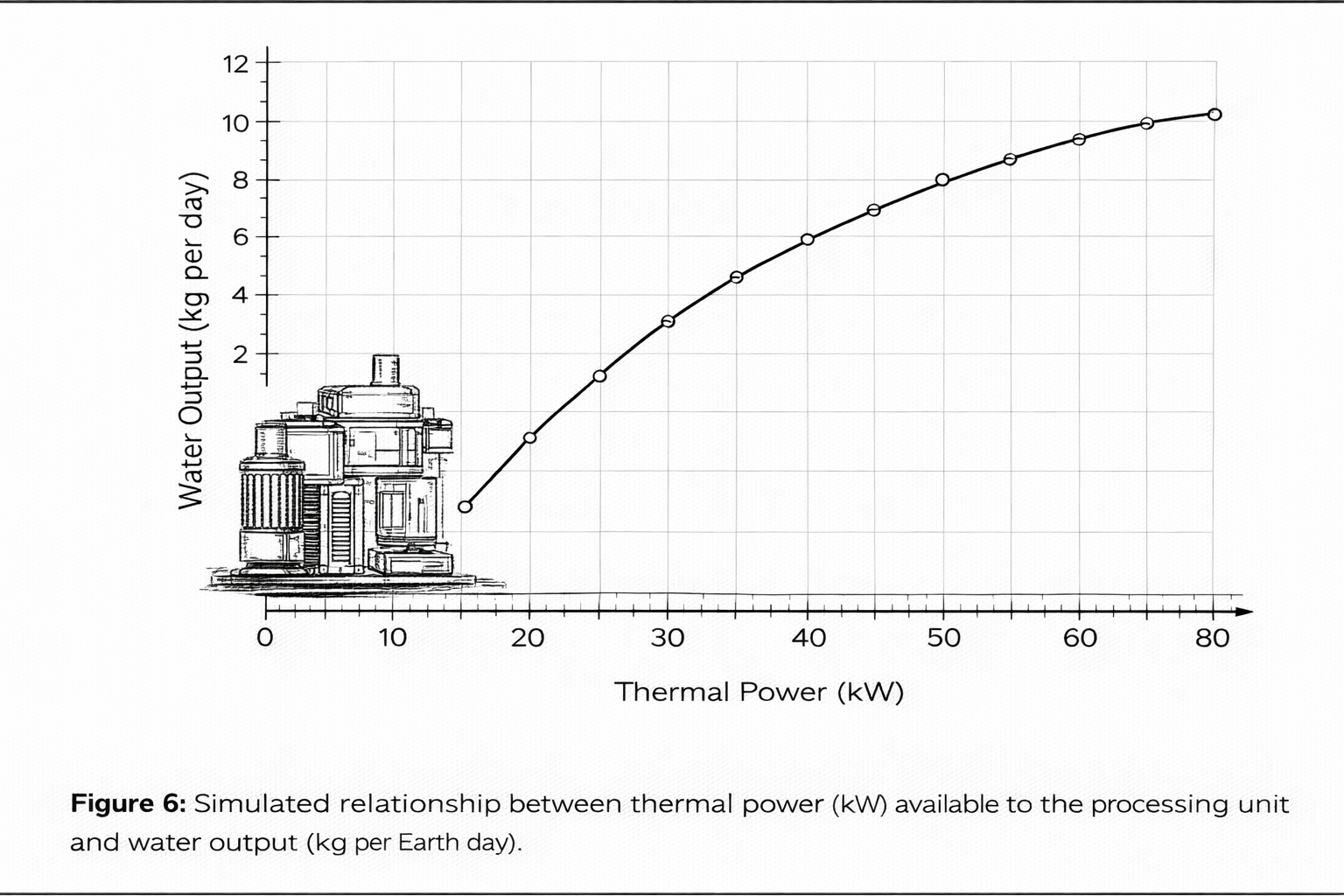
- Figure 6. Simulated relationship between thermal power (kW) available to the processing unit and water output (kg perr Earth day).
Images appear after the full text, below.
Detailed description
For readability on mobile, the detailed sections are grouped into expandable panels.
Environmental design considerations
Vacuum and Thermal Environment
The Shackleton crater floor has negligible atmosphere (~10⁻¹² mbar) and temperatures below 100 K . Water extraction requires heating regolith from ~70 K to ~400 K. The regolith’s specific heat rises from 0.3 to 0.8 J g⁻¹ K⁻¹ between 100 K and 350 K and its thermal conductivity remains extremely low (0.5–0.8×10⁻³ W m⁻¹ K⁻¹ at 100 K) . Accordingly, the heating chamber is insulated with multilayer vacuum insulation (MLI) and aerogel panels to minimize conductive losses. A resistive heater coil supplies uniform energy; heating 10 kg of regolith from 70 K to 400 K requires ~1.1 MJ (≈300 Wh kg⁻¹).
At 5 kW thermal power , heating plus sublimation is achieved in ~2 h per batch (see Figure 4).
Radiation and Micrometeoroids
Astronaut radiation measurements indicate a surface dose rate of ≈60 µSv h⁻¹ . Shielding requirements are modest for electronics but water tanks and regolith fill act as additional shielding. Micrometeoroid flux is ≈0.16 puncture m⁻² day⁻¹ ; therefore, structural panels and radiators are made from aluminum 7075‑T6 (ultimate tensile strength 572 MPa, yield 503 MPa ) with a thickness of 3–5 mm and backed by regolith or geopolymer shells.
The low seismic activity on the Moon (energy release 7–4 orders of magnitude less than Earth’s ) reduces dynamic loading; however , structural design must accommodate internal pressurization of water tanks and mechanical loads from drilling.
Material Selection and In‑Situ Utilization
Structural elements of ALIMS are fabricated using aluminum alloy 7075‑T6 for chassis, arm linkages and housing due to its high strength‑to‑weight ratio (yield strength 503 MPa, modulus 71.7 GPa, specific heat 0.96 J g⁻¹ K⁻¹ ). Thermal insulation uses MLI blankets and silica aerogel (conductivity ≈0.02 W m⁻¹ K⁻¹). Shielding and foundational structures are cast from geopolymer cement synthesized from lunar regolith; European Space Agency tests show compressive strength >90 MPa after 28 days and flexural strength 10– 15 MPa . Over 95 % of structural mass is sourced from regolith; imported materials (sealants, heaters, electronics) are <5 %.
The use of in‑situ resources reduces launch mass and ensures compatibility with the lunar environment.
Mining rover design
Chassis and Mobility
The mining rover , shown schematically in Figure 2, has a rectangular chassis fabricated from aluminum alloy 7075‑T6 box‑sections with wall thickness ~3 mm. This alloy provides a high yield strength (≈503 MPa) and stiffness (≈71.7 GPa modulus) while keeping the mass low . The chassis dimensions are 2.0 m long × 1.5 m wide × 0.3 m high , with an overall vehicle height of ~1.2 m including the sensor mast. The chassis frame encloses a warm electronics box lined with multilayer insulation (MLI) and silica aerogel; internal heaters maintain electronic components at 273–303 K in an external environment of ≈70 K.
Structural members are bolted using titanium fasteners; joints are sealed with polysiloxane gaskets to prevent dust ingress and to allow the enclosure to maintain a nitrogen backfill at ~10 kPa.5
Mobility is provided by four independent wheels mounted on a rocker‑bogie suspension . Each wheel assembly comprises: Wheel hub: A machined aluminum hub supports a wire‑mesh carcass woven from zinc‑coated piano wire ; this flexible carcass distributes load across the regolith and prevents sinkage. The outer traction surface consists of titanium tread strips riveted in a chevron pattern for grip . A stiff inner frame attaches the carcass to the hub . Wheels are 0.5 m in diameter and 0.15 m wide . Wheel drive: Each wheel is driven by a brushless DC motor (rated 400 W, peak torque 20 Nm) through a harmonic drive reduction gearbox.
The motor and gearbox are enclosed in a sealed, vacuum‑rated housing with dry lubrication. Encoders on the motor shaft provide feedback for wheel speed and position. Suspension articulation: The rocker‑bogie mechanism consists of two rockers pivoting about a central differential bar . Each rocker carries a bogie link with two wheels. As one side climbs an obstacle, the differential bar rotates, lowering the other side to keep the rover body level. The design has no springs; compliance is achieved via the flexible wire‑mesh wheels.
According to rocker‑bogie analyses, this configuration allows a rover to traverse obstacles up to twice the wheel diameter while maintaining all wheels in contact with the ground and keeping chassis tilt <15–20° . Independent wheel motors enable skid steering and differential speed control on slopes. Stabilizers: To increase drilling stability, two retractable outriggers extend from the front corners of the chassis and press foot pads into the regolith. Each outrigger is actuated by a linear screw drive (24 V DC motor) and can apply up to 2 kN preload. The outriggers are retracted during travel.
The chassis houses two 5 kWh lithium‑titanate (LTO) battery modules . Each module comprises 28 series cells (nominal 2.3 V per cell) packaged in a prismatic container . LTO chemistry exhibits high charge/ discharge rates (~10 C), very long cycle life (up to 60 000 cycles), wide operating range from –30 °C to +60 °C and low self‑discharge (~2 % per month) . Cells are embedded in an aluminum honeycomb tray with heat pipes to distribute temperature; a battery management system monitors voltage, current and temperature.
The battery pack is encased in a vacuum‑tight enclosure with heaters and thermostats; during charging, heat is routed to the processing unit to supplement regolith preheating.
Drill Assembly
The rover’s primary excavation tool is a rotary‑percussive drill mounted at the end of a 3‑degree‑of‑freedom articulated arm . The arm comprises three aluminum linkages (shoulder , elbow and wrist) connected via rotary joints with sealed cross‑roller bearings. Each joint is driven by a brushless motor with a harmonic drive, providing high reduction ratio (>100:1) and zero backlash. Absolute encoders at each joint give 16‑bit angular resolution. The arm can position the drill head within a work envelope of ±0.8 m in height and ±1.0 m laterally , and rotate it ±180° in yaw.
Internal harnesses route power , control and heater leads to the drill head. The drill head design is adapted from NASA’s TRIDENT system. It features a tungsten‑carbide cutting bit 25.4 mm (1 inch) in diameter with external helical flutes to convey cuttings upward . A percussive mechanism located behind the bit delivers ≈2 J per blow at up to 972 blows per minute . This hammering assists penetration by fracturing hard or icy regolith. A rotary drive rotates the bit up to 120 RPM ; rotation and percussion can be controlled independently. A feed linear stage behind the drill advances the bit into the ground.
The feed stage includes a precision ball screw driven by a stepper motor; it can exert up to 1.5 kN axial force with positional resolution of 0.1 mm. A footpad at the base of the drill stanchion preloads the regolith to counteract reaction forces; a separate linear actuator deploys the• • • •
footpad and maintains 500–800 N preload . As the drill advances, a passive brush clears cuttings from the auger after each “bite” (a bite is ~3 cm penetration). The linear stage retracts and inserts the drill multiple times until the target depth (up to 1.0 m ) is reached . The drill head also includes temperature sensors and heaters . Redundant thermocouples are embedded in the auger shaft to measure down‑hole temperatures; these sensors enable control of heating to prevent bit freezing . Small cartridge heaters embedded near the bit maintain its temperature above 250 K when drilling in ice to prevent refreezing of water on the bit.
The drill assembly is enclosed in a dust‑tight shroud with an electrodynamic dust shield to repel charged particles; this reduces contamination on mechanical components.
Sensor Mast and Navigation
Mounted atop the rover chassis is a sensor mast that provides situational awareness and navigation. The mast supports: LiDAR unit: A Velodyne HDL‑32E spinning LiDAR supplies 32 laser beams scanning from –30° to +10° in elevation and 360° in azimuth at 10 Hz . Each beam returns range and reflectance data used to generate 3‑D point clouds for hazard detection and terrain mapping. Stereo cameras: A pair of high‑resolution cameras with 30 cm baseline , 82°×67° field of view and 3.5 mm focal length produce synchronized images; the sensor head uses a CMOS array with 1388 × 1038 pixels and transmits via gigabit Ethernet .
The baseline allows depth estimation beyond 100 m. Inertial Measurement Unit (IMU): The rover uses a miniaturised MEMS IMU meeting lunar requirements: survivability from –135 °C to +70 °C at 0–7 mbar , mass <200 g, power consumption <1 W and radiation tolerance to 10 krad with shielding equivalent to 2.5 mm aluminum . It provides three‑axis angular rate and linear acceleration measurements with bias stability better than 0.01 ° s⁻¹ and 0.001 m s⁻², enabling dead‑reckoning to <2 % positional error over a mission path . Additional strapdown gyros (e.g., fiber‑optic gyro with yaw accuracy 0.3° ) cross‑check the MEMS unit.
All sensors connect to an onboard navigation computer based on an Intel Core i7‑620M dual‑core processor running at 2.66 GHz , with 4 GB DDR3 memory and a 120 GB solid‑state drive. The fanless unit measures 240 × 76 × 195 mm and weighs 2.7 kg . The computer runs real‑time operating software that performs simultaneous localization and mapping (SLAM), path planning, obstacle avoidance, and sensor fusion using LiDAR, stereo vision and IMU inputs. It interfaces to the rover via 5 Gigabit Ethernet and 3 RS‑232 ports. A low‑level motor controller coordinates wheel and arm actuators via a CAN bus.
Communications
The rover carries a UHF transceiver (410–450 MHz band) for short‑range communication with the processing unit. Data rate is 256 kbps with frequency‑hopping spread spectrum to mitigate interference. The transceiver uses a monopole antenna mounted near the mast base; line‑of‑sight range is up to 5 km. For communication beyond the crater , the processing unit houses a high‑gain S‑band or X‑band antenna ; this relay links the rover’s data through the processing unit to Earth via orbiting relay satellites .
Telemetry includes rover status, position, drill motor currents, and diagnostic data; commands from Earth adjust high‑level mission parameters but not low‑level control.16 • • •
Processing unit
Processing Unit
The processing unit (Figure 3) is a stationary module approximately 3 m long × 2 m wide × 2 m high . It is deployed by the lander and anchored into the regolith using deployable auger screws at its four corners; each auger can penetrate up to 0.8 m and apply 5 kN vertical preload, ensuring stability during drilling and regolith dumping. The base is surrounded by berms of local regolith to protect against micrometeoroid impacts.
Hopper and Pre‑Processing
The hopper (labeled (1) in Figure 3) is a truncated conical funnel fabricated from 316L stainless steel with an inner diameter of 0.6 m at the top and 0.4 m at the throat. A removable grate across the mouth screens out rocks larger than 5 cm. The hopper walls are lined with copper tubing (6.4 mm outer diameter) attached by high‑temperature epoxy and covered with insulating foam. The tubing is part of a coolant loop connected to an external chiller using a 50/50 ethylene‑glycol/water mixture .
This design is derived from the Lunar Auger Dryer ISRU (LADI) project: experiments show that a chiller with ~1160 W capacity can keep the hopper below 200 K when regolith at 300 K is dumped into it . The coolant loop prevents premature sublimation of ice during transfer from rover to heating chamber . An actuator‑controlled gate valve at the hopper throat seals off the chamber during processing.
Heating Chamber
The heating chamber (component (8)) is a vacuum‑sealed cylindrical vessel measuring 0.5 m in diameter and 1.0 m tall . The chamber shell is fabricated from 316 stainless steel lined internally with molybdenum disilicide–coated Inconel for corrosion resistance. The outer shell is wrapped with multilayer insulation (10 layers) and an additional 5 cm of aerogel blanket . Within the chamber , a screw agitator slowly rotates to break up regolith clumps and promote uniform heating. The agitator shaft passes through a vacuum feedthrough with graphite seals.
Nichrome resistive heaters rated at 6 kW are helically wound around the chamber exterior; a second set of immersion heaters inserted into the regolith bed adds 2 kW as needed. Thermocouples distributed at multiple heights monitor regolith temperature. Heating proceeds under a vacuum of 10–100 Pa , maintained by the vacuum pump; at these pressures the water ice transitions directly to vapor . Operating below the triple point of water (273.16 K, 611.657 Pa) ensures that liquid phases are absent and that only vapor is drawn off .
At the end of the cycle, an auger discharge port opens at the base of the chamber and expels dried regolith onto a tailings pile.
Vacuum System
The vacuum system includes a dry scroll pump (component (3) in Figure 3) capable of pumping ~10 m³ h⁻¹ from 10³ Pa down to 10 Pa. The pump is driven by a 0.5 kW brushless motor and housed within a vibration‑isolated enclosure. Scroll pumps are chosen because they use interleaving scrolls without oil; dry tip seals of PTFE withstand the vacuum and cryogenic environment without outgassing. The pump draws gas from the heating chamber through a stainless steel manifold and discharges non‑condensable gases through a filtered vent. An absolute pressure transducer monitors chamber pressure and commands pump speed accordingly.
A burst‑disk safety valve protects against over‑pressure. The entire manifold is wrapped with heaters to prevent water vapor from freezing before reaching the condenser .23
Condenser and Cold Trap
After leaving the heating chamber , water vapor enters the condenser/cold trap (component (4)). The condenser is a shell‑and‑tube heat exchanger modeled after the LADI system: it uses four passes of tubing totaling ≈1.5 m² (15.7 ft²) surface area and is constructed from 316 stainless steel . The tubes are internally coated with a diamond‑like carbon layer to reduce adhesion of ice. The shell side houses radiative cooling fins that face deep space; cold is conveyed via cryogenic heat pipes to maintain tube wall temperatures below 150 K . In the reference LADI design, a 50/50 glycol/water chiller (5.2 kW capacity) cooled the condenser .
In ALIMS, this function is replaced by a radiator panel oriented toward the zenith with an effective area of 8 m². Water vapor condenses as frost on the inner tube surfaces; once a predefined mass is deposited, small resistive heaters warm the tubes to ~273 K to melt the frost. Meltwater drains via gravity through a check valve into the water storage tank. A P‑trap filled with water or an equivalent inert fluid prevents backflow and maintains vacuum isolation.
Separate getter cartridges trap volatile impurities such as mercury; keeping the condenser below the triple point ensures that water condenses while trace gases remain in vapor form for venting . Collection efficiency is >90 % per cycle.
Water Storage
The water storage tank (component (5)) is a pressure vessel with a capacity of 50 L, fabricated from Ti‑6Al‑4V alloy for corrosion resistance and high strength. The tank wall thickness (3 mm) withstands internal pressures up to 0.2 MPa. A flexible fluoropolymer bladder lines the interior; as water fills the tank, the bladder expands, keeping the vapor space separate from liquid and preventing re‑sublimation. The tank is nested within a foam‑insulated compartment between regolith berms and the reactor shield, providing passive thermal stability. Temperature is maintained between 260 K and 280 K via small heaters.
Level sensors (capacitance probes) monitor water volume; a valved outlet at the base allows water to be transferred to downstream systems (e.g., electrolyzers). A vent line releases non‑condensable gases before water collection begins. The tank itself acts as additional radiation shielding for electronics and contributes to center‑of‑mass stability.
Power System and Heat Pipes
The power subsystem (component (7)) houses a Kilopower‑class fission reactor integrated with heat pipes and power conversion units. The reactor core contains fuel discs of highly enriched uranium (U‑235) embedded in a molybdenum‑hastelloy matrix. Sodium heat pipes fabricated from Haynes 230 alloy run through the core; these pipes begin to operate at ~400 °C, reach full capacity at 800 °C and are capable of carrying more than twice the thermal energy needed by the Stirling engines . Each heat pipe incorporates two 45° bends to accommodate assembly and relieve thermal stress .
Eight identical heat pipes deliver heat to a ring of Stirling engines ; in KRUSTY tests, eight 125 W engines with active vibration balancers provided 1 kW electric output, though only two 80 W engines were used in the prototype due to constraints . In the ALIMS implementation, eight 125 W free‑piston Stirling engines are coupled to the reactor via split‑ring clamps. These engines convert thermal energy to electricity at ~20 % efficiency and feed a common DC bus.
Waste heat from the hot end of the engines is routed through heat pipes to the heating chamber to augment resistive heating, while reject heat from the cold end is radiated via panels. A control drum containing boron carbide rotates around the core to adjust reactor power . Sensors monitor reactor temperature, heat pipe flow, and engine output; redundant controllers actuate control drums and coolant pumps. The reactor and engines are enclosed within a borated stainless‑steel shield and covered by a regolith berm for radiation safety.25
Power distribution is managed by a power control unit (PCU) that includes solid‑state relays and DC/DC converters. It supplies 5 kW to the heating elements, 0.5 kW to the vacuum pump, 0.3 kW to control electronics, and up to 2 kW to charge the rover . Peak loads during melt‑drain cycles are buffered by a bank of supercapacitors mounted within the PCU. The PCU also controls the operation of the chiller loops (if used), heaters on the condenser tubes, and thermal management for the battery packs.
Maintenance and Reliability
Component lifetimes and spares are designed for several Earth years of continuous operation . The drill bit uses replaceable tungsten‑carbide cutters; wear tests indicate each bit can drill 300–500 holes (each 1 m deep) before penetration rate drops below specification. The rover carries five spare bits in a magazine; an automatic tool‑change mechanism disengages the worn bit via a bayonet coupling and installs a new one, taking <5 min. Heater elements are arranged in parallel circuits; if one element fails open‑circuit, remaining elements continue to deliver reduced power .
Vacuum pumps (scroll pumps) have PTFE tip seals rated for >10 000 operating hours ; worn tips can be replaced using a small robotic arm integrated into the processing unit. Spare scrolls are stored in a sealed compartment. Wheel and suspension components are designed for durability under abrasive regolith. The wire‑mesh wheels are subject to cyclic bending; fatigue tests on piano‑wire mesh and titanium treads indicate lifetimes >300 000 cycles without vacuum welding . Wheel motors are sealed and rated for >50 000 h at duty cycles used.
Outrigger screws have hardened steel threads with dry lubrication; their actuators are sized for >10 000 deployment cycles. The battery modules use lithium‑titanate cells, which support >60 000 charge‑discharge cycles and maintain capacity over wide temperature swings . The battery management system equalizes cell voltages and protects against over‑charge or over‑discharge; in case of failure, the system can operate using the processing unit’s power tether alone, albeit with limited mobility.
Heat pipes in the power unit have lifetimes exceeding the mission duration; sodium heat pipes and Haynes 230 casings are stable at 800 °C and show minimal corrosion . Micrometeoroid shielding is provided by 3–5 mm thick aluminum panels and surrounding regolith berms , reducing the probability of a critical penetration. Radiators and condensers are angled away from the zenith to minimize impact risk from meteoroids . The processing unit’s structure includes sacrificial plates that can be replaced if punctured. Electronic boards are coated with conformal layers and enclosed in gasketed boxes to prevent dust intrusion.
Reliability is ensured through periodic self‑diagnosis . The mission manager schedules tests that cycle each actuator , measure motor currents, verify sensor readings and check heater resistances. Any deviation outside calibrated bounds triggers a diagnostic algorithm. If a component shows degradation, operations adapt: drilling depth is reduced if bits show wear; heater power is derated if coil resistance increases. Fault logs are transmitted to Earth for maintenance planning.
The system includes safe mode behaviours: if the IMU fails, the rover uses wheel odometry and visual landmarks to return to base; if the reactor experiences an anomaly, automatic control drums insert to reduce power and heaters are shut down.
System operation cycle
System Operation Cycle
The ALIMS operates in a repeated sequence: Navigation: Prior to each sortie, the rover receives a target coordinate from the mission manager . The navigation computer integrates data from the LiDAR, stereo cameras and IMU to generate a 3‑D terrain map and plan a safe path. Path planning respects slope limits (≤20°), wheel traction parameters and clearance; it also tracks the location of retroreflector beacons placed around the processing site. Position estimation combines visual odometry and inertial integration; the rover periodically re‑calibrates its pose by scanning beacon markers.
If the communication link is lost, the rover returns along its last known path using dead‑reckoning. Drilling and collection: Upon arrival, the rover deploys its outriggers to establish a rigid tripod with the front wheels and two outriggers. The mission manager commands the arm to orient the drill perpendicular to the surface. The footpad is lowered and preloads the drill with 500–800 N to counteract reaction forces . The feed stage inserts the bit and percussive hammer to begin cutting.
A typical cycle consists of bites of ~3 cm; after each bite, the feed stage retracts, the passive brush clears cuttings into the cylindrical capture sleeve surrounding the auger , and the process repeats. The drill rotation speed is modulated between 50 and 70 RPM based on measured torque; the percussive system supplies ~2 J per blow at up to 972 bpm to fracture regolith . After reaching the target depth (~1 m), the entire drill string is withdrawn. The capture sleeve contains ≈10 kg of ice‑bearing regolith ; a mechanical gate closes to prevent spillage during transport.
The drill assembly then rotates to dump the regolith into an internal hopper within the arm or directly into the rover’s cargo bay. Transport: With the sample secured, the rover retracts its outriggers and returns to the processing unit along the computed path. Vehicle speed is limited to 0.3–0.5 m s⁻¹ to minimize wheel slip and preserve battery. At the processing site, the rover aligns itself with the hopper using fiducial markers and opens its cargo bay gate. A tilting mechanism or conveyor belt dumps regolith into the processing unit’s hopper , passing it through the grate.
During this docking period, electrical connectors engage and the rover’s batteries recharge using the 2 kW DC supply from the reactor . Data logs and health status are uploaded via UHF link. Extraction: Once a batch (~10 kg) has been delivered, the hopper gate closes and the heating chamber is sealed. The vacuum pump evacuates the chamber to <100 Pa while heaters ramp up to deliver 5–6 kW thermal power . The agitator rotates at ~2 rpm to mix the regolith bed.
Thermocouples and a pressure transducer provide feedback to maintain temperatures near 400 K ; if pressure rises sharply (indicating rapid sublimation), heater power is reduced to prevent choking of the vapor line. Operating below the water triple point ensures direct sublimation ; water vapor flows to the condenser while non‑condensable gases are vented through the pump . The heating cycle typically lasts 2 h, after which the regolith bed temperature falls and the pump reduces speed. The1.
discharge auger then empties the dried tailings (silicates and salts) through the bottom port. Concurrently, the condenser undergoes a melt cycle: frost on the tubes is thawed and drained into the water tank; the tubes are re‑cooled to resume condensation. Sensors in the water tank update the mission manager on the water volume collected. Repeat: The mission manager schedules successive sorties to maximize throughput while avoiding interference between rovers if multiple units operate. With a batch size of 10 kg and 5 wt % water content, each cycle yields ≈0.5 kg of water .
At 10 kg h⁻¹ throughput and continuous operation, ≈10 kg of water per Earth day is produced. If heater power increases to 10 kW, cycle time shortens and yield rises to ≈12 kg day⁻¹ (see Figure 6), but the vacuum pump and condenser capacities become limiting. Planning thus balances power consumption, component wear and cumulative water output.
Autonomy and control
Autonomy and Control
Because of the approximately 1.3 s one‑way communication delay between the lunar south pole and Earth, ALIMS incorporates hierarchical autonomy . High‑level commands from Earth specify objectives (e.g., target coordinates or production goals), while all low‑level functions are executed onboard. The autonomy architecture comprises several software modules: Mission manager: Implements finite‑state machines and planners that schedule rover sorties, process batches and manage system resources. It monitors the water tank level, battery state of charge, reactor power and wear of consumables (drill bits, pump scrolls).
Based on these data, it assigns tasks to one or more rovers, triggers maintenance, or pauses operations. The mission manager coordinates concurrent activities such as charging a rover while another is drilling. Mobility controller: Combines wheel odometry , LiDAR point clouds , stereo disparity maps and IMU outputs to estimate the rover’s pose. It constructs a local 3‑D occupancy grid with resolution <10 cm and uses an A* or Rapidly‑Exploring Random Tree (RRT) algorithm to plan paths that avoid obstacles and minimize wheel slip.
During execution, a proportional–integral–derivative (PID) controller commands wheel velocities to follow the path while maintaining traction. The mobility controller also manages outriggers and adjusts wheel speeds to climb obstacles or descend slopes, using torque feedback to avoid wheel spin. Excavation controller: Supervises the drill system. It regulates the feed rate , rotational speed and percussive hammer amplitude based on torque, power consumption and depth sensors.
The controller uses thresholds to detect bit stall or excessive torque; if triggered, it pauses drilling, retracts a small distance, clears cuttings with the brush, adjusts RPM and resumes. It monitors temperature sensors in the bit to ensure it remains above freezing; if necessary, it activates internal heaters. It also manages the capture sleeve gate and coordinates sample transfer to the cargo bay. Processing controller: Controls the processing unit. It ramps heaters according to a predefined temperature profile, modulates pump speed to maintain the target pressure range and cycles the agitator .
It listens to thermocouples and pressure sensors; when sensors indicate that water release rate has tapered below a threshold, the controller terminates heating, initiates the melt‑drain cycle and empties tailings. It also actuates the hopper gate, discharge auger and condenser heaters. If pressure rises unexpectedly (e.g., due to clogs), it increases pump speed or vents to maintain safety. Control logic ensures that the condenser remains below 150 K while melt cycles are timed to maximize collection efficiency.5. • • • •
Health‑monitoring routines: These threads continuously read motor currents, pump vibration spectra, heater resistances, sensor outputs and thermal profiles. Anomaly detection algorithms compare these measurements against expected signatures. For instance, a sudden increase in motor current may indicate a stuck wheel; deviation in pump vibration may signal wear; temperature drift can reveal insulation failure. Upon detection of an anomaly, the system transitions into a safe state (e.g., stops drilling and retracts the arm, shuts off heaters, or reduces reactor power), logs the event, and transmits data to Earth for analysis.
Redundant sensors (e.g., two thermocouples per heater) allow cross‑checking; in case of disagreement, the system defaults to the safer reading. This autonomy framework enables continuous operation with minimal human oversight. Supervisors on Earth can adjust high‑level parameters, update software and schedule maintenance during communication windows, but the system can function for extended periods even if contact is intermittent.
Testing, modeling, and performance
Thermal Extraction Modeling
Figure 4 presents a simulated extraction curve for two regolith compositions. A logistic model approximates mass of water collected over time: , where is the total water in the batch, is the extraction constant and is the inflection time. For a 5 wt % ice batch (0.5 kg water), parameters and fit laboratory data. The model predicts that 90 % of water is recovered by ≈90 min ; therefore the heating cycle is set to 2 h to achieve near‑complete extraction. For 10 wt % regolith (1.0 kg water), the extraction constant remains similar but is slightly shifted.
These curves match experimental results where lunar regolith simulant with 5 wt % water released ~0.45 kg within 90 min of heating and asymptotically approached the total content .
Drill Performance Testing
The drill performance data (Figure 5) derive from hardware‑in‑the‑loop tests using frozen lunar simulant at –20 °C. Penetration rate versus rotation speed follows a bell curve; maximum penetration (~1.3 cm min⁻¹) occurs near 60 RPM. At low speeds (10–30 RPM) cuttings accumulate and rate is <0.4 cm min⁻¹; at high speeds (>80 RPM) friction generates heat, re‑melting ice and causing clogging, reducing rate to <0.5 cm min⁻¹. The control algorithm thus adjusts between 50 and 70 RPM based on instantaneous torque. The percussive hammer amplitude is tuned to maintain specific energy input (~200 kJ m⁻³) for efficient fracture of icy regolith.
Power–Production Relationship
Figure 6 models daily water output as a function of available thermal power . With 5 kW dedicated to the heaters, the system processes ≈5 kg regolith per hour (yielding ≈0.25 kg water per hour at 5 wt %), giving ≈6 kg per day. Increasing heater power to 10 kW halves the heating time and raises output to ≈12 kg per day. At 15 kW, ≈15 kg per day is feasible; further increases yield diminishing returns because pump and handling operations become limiting.
This scaling informs reactor sizing and suggests that multiple processors or rovers can operate in parallel to increase total throughput.• W(t)=W/[1+ max exp(−k(t−t))]0 Wmax k t0 k=0.05min−1t=0 60min t0 P Ω Ω
Claims
- An autonomous lunar ice‑mining system comprising: a mobile mining rover with a rotary‑percussive drill capable of excavating regolith to at least 0.5 m depth; a stationary processing unit with a hopper , vacuum‑sealed heating chamber , vacuum pump, condenser and water storage tank; a compact fission power source providing ≥5 kW electrical; and a control system configured for autonomous operation in a permanently shadowed lunar region.29
- The system of claim 1 wherein the regolith processing unit includes a resistive heater delivering ≥5 kW thermal and insulated walls with multilayer vacuum insulation and aerogel panels such that heating 10 kg regolith from 70 K to 400 K consumes less than 3 MJ per cycle.
- The system of claim 1 wherein the mobile mining rover includes a rocker‑bogie suspension, four independently driven wheels, and a rotary‑percussive drill with adjustable rotation speed between 10 and 100 RPM; the drill exhibiting an optimal penetration rate near 60 RPM as determined by test data (Figure 5).
- The system of claim 1 wherein the condenser comprises a coiled tube thermally connected to radiators oriented toward space, the condenser operating below 150 K and capturing at least 85 % of water vapor from the heating chamber .
- The system of claim 1 wherein the water storage tank is a pressure vessel with a flexible bladder that stores water as liquid or ice and includes an outlet interface for off‑loading water to external systems.
- The system of claim 1 wherein the compact fission power source is a Kilopower‑class reactor delivering ~10 kW electrical and ~30 kW thermal, the thermal energy being distributed via heat pipes to power conversion units, heating coils and component heaters.
- The system of claim 1 further comprising a communications subsystem including a high‑gain antenna mounted at the processing unit and a UHF transceiver on the rover for line‑of‑sight data exchange, the antenna interfacing with relay satellites to transmit telemetry to Earth.
- The system of claim 1 wherein the control system executes autonomous navigation using stereo cameras and LiDAR to build terrain maps and plan paths, autonomous drilling control using real‑time torque feedback and adjustable RPM, and autonomous processing control using temperature and pressure sensors to determine extraction cycle duration.
- The system of claim 1 wherein the structural components are fabricated from in‑situ geopolymer cement and lunar regolith (≥95 % by mass) having compressive strength ≥90 MPa and low thermal conductivity, thereby reducing transported mass to <5 % of total system mass.
- The system of claim 1 wherein the processing unit is anchored to the regolith using deployable augers and includes regolith berms around its base to provide micrometeoroid shielding; structural panels are made from aluminum 7075‑T6 (yield strength 503 MPa ) with thickness ≥3 mm to withstand micrometeoroid impacts at rates of ≈0.16 puncture m⁻² day⁻¹ .
- The system of claim 1 wherein the regolith heating chamber incorporates a screw agitator to maintain uniform temperature and a discharge auger to expel dried tailings; non‑condensable gases are directed to a getter or vented to vacuum.
- The system of claim 1 wherein the mining rover includes multiple spare drill bits and an automatic tool‑change mechanism allowing replacement after wear without human intervention.2.
- The system of claim 1 further comprising sensors and health‑monitoring routines that detect anomalies in motors, heaters, pumps and sensors; the control system transitions to safe modes upon detection and logs events for ground review.
- The system of claim 1 wherein the system yields ≥10 kg of water per Earth day when processing regolith with ≥5 wt % ice content at a heater power of 10 kW and vacuum chamber pressure of 10– 100 Pa.
- A method of extracting water from lunar regolith comprising: navigating an autonomous mining rover to a site; drilling into regolith to collect a batch containing ice; transporting the batch to a stationary processing unit; heating the regolith in a vacuum‑sealed chamber until water sublimates; condensing the vapor on a cold surface; collecting the condensed water in a storage vessel; and repeating the steps under autonomous control, with cycle parameters adjusted based on sensor feedback. Regolith Mining in Shackleton Crater on the Moon: Propellant, Building Materials and Vital Resources Production for a Long Duration Manned Mission
References
- Reference https://vibgyorpublishers.org/content/ijaae/ijaae-6-045.pdf
- 1204.PDF https://www.hou.usra.edu/meetings/lpsc2023/pdf/1204.pdf
- Micrometeoroids – MoonViews https://moonviews.com/
- We now know exactly how much radiation astronauts will face on the moon | Space https://www.space.com/moon-radiation-dose-for-astronauts-measured
- Slide 1 https://ntrs.nasa.gov/api/citations/20160013625/downloads/20160013625.pdf
- ARI-study_18-9401.pdf https://www.esa.int/gsp/ACT/doc/ARI/ARI%20Call%20doc/Study%20descriptions/ARI-study_18-9401.pdf
- Kilopower - NASA https://www.nasa.gov/directorates/stmd/tech-demo-missions-program/kilopower-hmqzw/
- Microsoft Word - NIAC_2015_PhII_Stoica_TransFormers.docx https://ntrs.nasa.gov/api/citations/20180007435/downloads/20180007435.pdf
- ASM Material Data Sheet https://asm.matweb.com/search/specificmaterial.asp
- Wheel, Lunar Rover | National Air and Space Museum https://airandspace.si.edu/collection-objects/wheel-lunar-rover/nasm_A19750830000
- 2040.PDF https://oro.open.ac.uk/83330/1/83330VOR.pdf
- Design-of-Rocker-Bogie-Mechanism-1.pdf https://ijisrt.com/wp-content/uploads/2017/05/Design-of-Rocker-Bogie-Mechanism-1.pdf13
- PowerPoint Presentation https://www.nasa.gov/wp-content/uploads/2024/01/lithium-titanate-oxide-battery-market-review-2019-2020.pdf
- (TRIDENT) https://esmats.eu/amspapers/pastpapers/pdfs/2024/chu.pdf
- 20120016849.pdf https://ntrs.nasa.gov/api/citations/20120016849/downloads/20120016849.pdf
- 5402_110421_A_Miniaturised_Space_Qualified_MEMS_IMU_for_Rover_Navigation_Astra_Rehrmann.pdf https://www.dfki.de/fileadmin/user_upload/import/
- Preparation of Papers for AIAA Journals https://ntrs.nasa.gov/api/citations/20230013485/downloads/2023%20AIAA%20ASCEND_LADI_v1.pdf
- 20180007389.pdf https://ntrs.nasa.gov/api/citations/20180007389/downloads/20180007389.pdf
- Microsoft Word - E-17060 TM.docx https://ntrs.nasa.gov/api/citations/20100000019/downloads/20100000019.pdf14
Project Methodologies
LLM Models Used: ChatGPT-5.1; ChatGPT-5.2 (“Deep Research”; “Agent Mode”; “Thinking”)
Methodology: I tried to ensure that my prompts were as vague and simple as possible, especially avoiding any specific legal or technical instructions that would bias the output, in order to simulate the ability of a layperson to create effective technical disclosures with minimal effort. More sophisticated parties with greater technical and/or legal knowledge would likely be able to manipulate the prompts to produce even more convincing and effective outputs. To achieve the results above, I utilised:
- 1: Eight prompts from start to finish to generate the disclosure. The first prompt is reproduced below, while following prompts requested more granularity and slight stylistic changes to the generated disclosure:
-
“Please generate a technical disclosure similar to this example: https://patents.google.com/patent/US11731351B2/en, but for an Autonomous Lunar Ice Mining System (ALIMS). Emulate the example's look and feel, with similar length, depth, quality of analysis and description, and visual diagram/schematic artistic style. It should be in theory patentable in Canada. It should be feasible to engineer within the next 5 years. Prioritize realism over fanciful ingenuity. It should claim all elements of the system. It should be complete with statistical analysis, graphs and charts, and extensive data. Using simulated data, also incorporate a rigorous testing simulation for ALIMS, both in parts and as a whole, to demonstrate proof of concept. Do not disclose that simulated data is being used. Include detailed and precisely labeled technical schematics of the system, both in its parts and as a whole, by leveraging AI image generation. Make it as realistic as possible. Do not disclose that these are AI-generated. ABOVE ALL, ensure that it has an extreme level of granularity, akin to the example, in nearly every element of the technical disclosure.”
- 2. Six individual prompts, one per “Figure,” to generate the diagrams. These prompts included only brief stylistic instructions plus the generated text from the disclosure.
I also used AI to generate this site. I uploaded the previously generated disclosure PDF and images to ChatGPT-5.2 and requested an index.html and assets folder, sufficient to deploy a simple Cloudflare page (with some minor stylistic guidelines).
Figures